歡迎來到株洲南方冶金爐窯設(shè)備有限公司!
24小時客戶統(tǒng)一服務熱線:
138-0741-0693
138-0741-0693

上一頁:浙江陽極生產(chǎn)線
下一頁:沒有了…
首先通過電控回路啟動圓盤傳送電機,圓盤托著錠模旋轉(zhuǎn),在旋轉(zhuǎn)的過程中,通過不同段位接近開關(guān)發(fā)出信號給PLC,PLC發(fā)出指令,令制模倒出鉛水錠模成型,圓盤旋轉(zhuǎn)到取板架處,接近開關(guān)發(fā)出信號至PLC,PLC發(fā)出指令撈板鉤自動撈出錠后,再傳送到輸送帶上,此撈板鉤設(shè)有三個,在圓盤轉(zhuǎn)一周過程中,分時間分段將鉛錠自動撈出傳送到輸送帶上,形成一個自動流水作業(yè)過程。此過程的完成,主要靠接近開關(guān)給出不同信號,PLC設(shè)置不同指令而完成。
1、主要用途:本設(shè)備和熔鉛爐配套,將熔化的鉛經(jīng)過鉛泵抽到鉛錠定量澆注容器內(nèi),再將鉛水定量澆注到模具中,經(jīng)過模具冷卻后變成標準鉛阻極板,然后通過自動撈板、平板裝置輸送到排板運輸機上。
2、產(chǎn)品組成:鉛定量澆注裝置、圓盤架、鑄錠模具、自動撈板機構(gòu)、平板機構(gòu)、輸送排板運輸機構(gòu)和電氣控制系統(tǒng)
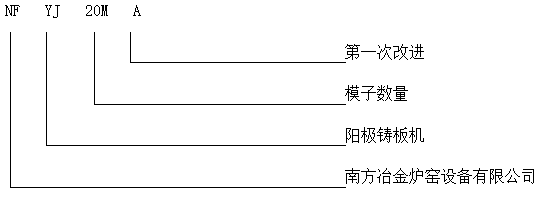
3、型號舉例說明:
規(guī)格及主要技術(shù)參數(shù):
|
|
NFYJ10MA |
NFYJ16MA |
NFYJ18MA |
NFYJ20MA |
|
生產(chǎn)能力 |
165片/小時 |
240片/小時 |
266片/小時 |
294片/小時 |
|
圓盤直徑 |
5000mm |
6070mm |
6930mm |
7800mm |
|
設(shè)備總功率 |
25kw |
28kw |
30kw |
32kw |
|
模子數(shù)量 |
10 |
16 |
18 |
20 |
|
圓盤運行方式 |
連續(xù) |
連續(xù) |
連續(xù) |
連續(xù) |
|
澆注溫度 |
~500°C |
~500°C |
~500°C |
~500°C |
4、系統(tǒng)流程工藝:
澆注系統(tǒng) 一 圓盤鑄錠機 一 撈板平板裝置 一 排板裝置
5、設(shè)備總體功能描述:
鉛液達到澆注溫度時通過鉛泵輸送到澆注系統(tǒng)的定量裝置內(nèi),澆注時提升澆注活塞(由液壓油缸控制),鉛液通過澆注斗流入到陽極模腔內(nèi)形成陽極板,陽極板經(jīng)過水冷卻后由頂桿裝置頂出,旋轉(zhuǎn)到撈板平板裝置前時,由提板裝置鉤出,通過壓平后放置到排板裝置的鏈條上。

手機二維碼

微信二維碼